
Дефектоскоп ДЕМА-П
Дефектоскоп ДЭМА-П предназначен для ультразвукового контроля длинных цилиндрических объектов из электропроводящих материалов. Прибор используется для:
выявления дефектов типа нарушения...


по запросу
по запросу
Дефектоскоп ДЭМА-П предназначен для ультразвукового контроля длинных цилиндрических объектов из электропроводящих материалов. Прибор используется для:
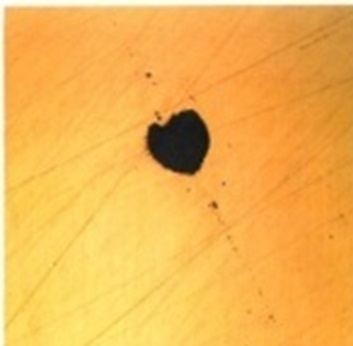
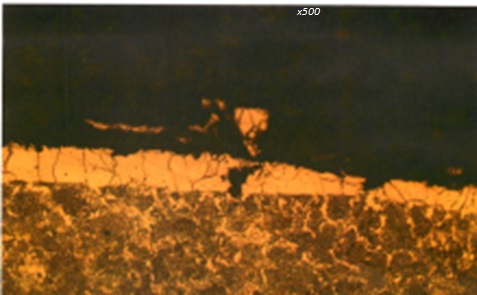
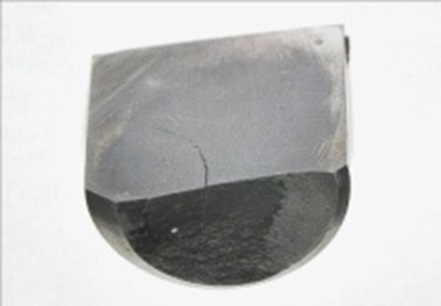
- выявления дефектов типа нарушения сплошности или однородности металла;
- определения отклонений по диаметру и по форме сечения;
- структуроскопии;
- оценки напряженно-деформированного состояния.
Дефектоскоп ДЭМА-П предназначен для неразрушающего контроля цилиндрических объектов из электропроводящих материалов:
- для выявления дефектов типа нарушения сплошности или однородности металла;
- для определения отклонений по диаметру и по форме сечения;
- для структуроскопии, оценки напряженно-деформированного состояния с использованием установленных корреляционных зависимостей.
Принцип действия ДЕМА-П
Технология контроля основана на использовании зеркально-теневого метода на многократных отражениях на поперечных волнах (для ферромагнитных объектов) и на продольных волнах (для неферромагнитных объектов), распространяющихся во всех радиальных направлениях в поперечном сечении прутка, и реализована с помощью бесконтактного электромагнитно-акустического (ЭМА) преобразователя проходного типа.
Основные преимущества
- высокая чувствительность к внутренним и поверхностным дефектам (десятые доли от длины акустической волны);
- реализация метода без иммерсионной жидкости и дополнительной подготовки поверхности;
- высокая достоверность и воспроизводимость результатов контроля за счет использования бесконтактных ЭМА-преобразователей и отстройки от качества акустического контакта;
- отсутствие мертвой зоны;
- возможность контроля прутков из различных металлов и сплавов;
- возможность контроля прутков любых диаметров и длины с любым качеством обработки поверхности;
- возможность оценки диаметра с погрешностью 0,01%;
- возможность оценки овальности;
- возможность использования дополнительных информативных параметров при контроле (вероятностные характеристики сигнала, скорость волны, эффективность ЭМА преобразования).
Апробация технологии проведена:
- для контроля прутков-заготовок пружин, сталь 60С2А, круг 10-32 мм (ООО «НПЦ «Пружина»);
- для контроля прутков-заготовок утяжеленных насосных штанг, сталь 20Н2М, 30ХМА, 40, 40Х, круг 44 мм (ООО «Промтехкомплект»);
- для контроля прутков из сплава «Монель», круг 19 мм (ОАО «Ижевский опытно-механический завод»);
- для контроля прутков-заготовок, сталь 14Х17Н2, круг 10 мм (АО ИЭМЗ «Купол»)
- для контроля роликов подшипников.
 |
 |
 |
|
 |
 |
 |











 — Lemo 1S.275 кабель 1,5 м")


 преобразователь")
